


直流电机碳刷更换及调整
2021-06-01江小四
摘 要:选用直流驱动的索道经过长时间的运转,不可避免要进行主电机碳刷更换的维护项目。本文通过对主电机碳刷更换工作流程的详细介绍; 更换中巧妙对整流子表面轻度沟槽打磨处理; 以及更换后出现电磁性换向火花,通过简单易行的办法,调整主电机碳刷几何中心线来消除火花的全过程,供索道同仁在直流电机的维护中提供参考。本人水平有限,如有不妥,请见谅。
关键词:碳刷;换向器;几何中心线;更换;调整
在矢量变频技术未取得突破以前,直流电机由于起动性能好,易实现平稳调速的特点一直为脱挂式索道主拖动的首选方案。如果我们把控制系统的PLC 比喻成脱挂式索道的大脑,那么为索道提供主驱动力的直流电机就是其心脏。由于主拖动电机的功率大,而且是进口设备( 多贝玛亚公司的主电机选用的是ABB 公司的DMI 系例产品),价格昂贵,大多数的索道公司在运行初期都没有备件。这就对我们的电气维护人员维护水平提出了更高的要求,下面结合我们对直流主电机维护工作中遇到的实际问题及解决方法,谈谈在直流电机维护方面的经验。
一、主电机碳刷的更换
直流电机与交流电机在结构上Z大的区别在于直流电机有换向器和碳刷装置,我们在对直流电机维护上除了与普通交流电机一样的常规保养外(如定期对轴承加油、对电机绕阻的绝缘检查等),Z重要的一项工作对换向器整流子和碳刷的检查和维护。我们日常的检查可通过电机的观察窗来查看电机在运行中整流子与碳刷之间的火花,从火花的大小我们可判断出主电机是否工作正常。直流电机运行过程中,换向器整流子与碳刷的相对运动,不可避免地造成整流子和碳刷的磨损,电机在设计时换向器的材质是金属铜,硬度大,耐磨。碳刷的材质是石墨碳,硬度小,易磨损,属易损件,到了一定的使用期限需更换。我公司的直流电机自2013 年初运行以来,到2015 年底,三年的时间,大多数的碳刷的磨损已到了极限,我们决定在2015 年底大修时对主电机的碳刷进行整体更换。
1. 更换前的准备工作
备件:电机碳刷36 只,型号为N40 61051126,碳刷是我们从ABB 公司定购。原电机碳刷型号为EG369 07586-1 KET,我们在收到备件后时间就发现与原型号不一致,我们与ABB 公司的技术人员进行了沟通,得到的答复是新型号的碳刷为改进型,可放心使用,而且更耐磨,使用寿命更长。辅助材料:砂纸若干、干净布头若干。
工具:内六角扳手一套、M10 套筒一只、手电一只、气泵一台。
人员配备:三人,一主二辅。要求维护人员熟悉直流电机维保流程,有高度的责任心,耐心细致的工作态度,还具有一定的钳工技能。
2. 旧碳刷的拆除
我们在打开主电机前,首先要做好安全防护工作,关闭主控柜上控制电源钥匙开关,并分断整流柜(A1+O151)内的主断路器10Q1,其次是我们现场操作人员对工具清点并登记。
主电机碳刷总共有36 只,分为六组,具体的分布见图1:
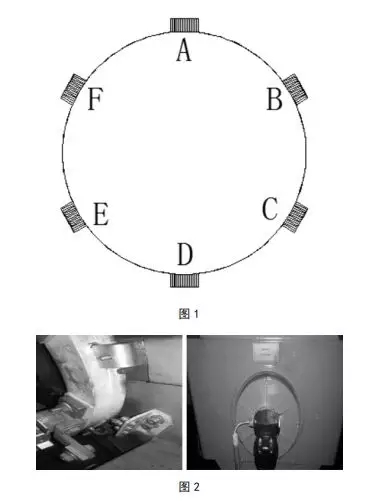
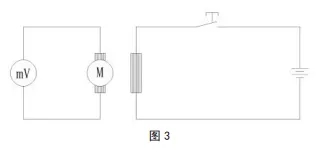
我们先拆除BCEF 四组,0 点钟A 和6 点钟D 方向上的两组碳刷需转动刷架才能拆除。我们首先拧出刷架的定位螺丝,然后用内六角扳手松开六个刷架的固定螺丝,见图2。这样我们可以很轻松地转动刷架,使上下两组碳刷到易于拆卸的位置。
3. 整流子的打磨
我们在平时的检查中发现,整流子在与碳刷的长期磨擦中,产生了不同程度的纵向沟槽,我们在对碳刷长度测量的结果进行比对时发现,沟槽深的磨损快,所以我们在这次更换新碳刷前对整流子进行人工打磨,以期延长碳刷的使用寿命。具体操作方法如下:
其中一人以全手动的方法操作紧急驱动,使主电机的转子产生旋转运动,另外两人分别站立电机两侧,双手握住砂纸,紧贴于整流子表面,对其打磨。我们先用P120 粗砂纸对整流子进行粗加工,使整流子的沟槽逐渐变浅,Z后消失。再用P360 的细砂纸对整流子进行抛光,整个过程大概需1 个小时。Z后用干燥的压缩空气对打磨过程中产生的铜粉末进行清理。
4. 新碳刷的安装
新换的碳刷要注意工作面的形状,其有效接触面积不小于碳刷截面积的75%,如不足则需在安装前进行研磨。我们这次新购的碳刷在出厂前已经进行了研磨,我们可以直接安装。安装与拆除的顺序相反,我们先装上 0 点钟方向A 组、6 点钟方向D 组,再装上BCEF 四组。
安装过程中注意事项:
(1)我们要保证碳刷在刷盒内能均匀自由滑动,无卡阻现象,如果出现卡刷,一般为刷盒内壁粘有碳粉所致,我们用抹布清除即可。
(2)检查每个刷握的压力弹簧状态,保证碳刷受到均匀稳定的压力,各个碳刷的压力差不应超过平均压力的10%。电机在运行中随着碳刷的磨损,刷握弹簧能自动调整并维持碳刷压力不变。
(3)按要求拧紧每只碳刷的刷辫与刷架固定螺丝,保证其可靠的导电性能,长时间运行不会松动。并对刷辫进行塑形,使其远离旋转部件。安装好全部的36 只碳刷后,我们将刷架还原到初始位置,并拧紧定位螺丝,然后用内六角扳手紧固六个刷架的固定螺丝。
5. 试车
试车前我们再次用气泵对电机尾部进行一次清洁,保证所有的碳粉及打磨时落下的铜粉都清理干净。主操人员做试车前的Z后检查,特别要注意工具、螺丝等工具材料遗留,不然一旦电机得电旋转后,瞬间造成电机烧毁恶性事件。Z后我们安装好电机两侧带玻璃窗的侧板。闭合上主控柜上控制电源钥匙开关和整流柜(A1+O151)内的主断路器10Q1,复位安全回路启动主电机风机。为安全起见,初次启动风机运行时间较长,这样吹出整流子死角上的碳粉和铜粉。接着我们以Z低速启动索道(本索道为0.3m/S),通过观察窗仔细观察火花的大小及可能出现的异常情况,如发现问题我们可及时停机处理,不会造成事故。如无异常,逐渐提高索道的运行速度1.0m/S 、2.0m/S ,每种状态运行约10 分钟,我们在这个调试过程中发现,随着速度的增加,换向器上出现了微弱的火花 ,Z后我们把速度加到3.0m/s 上,火花更为明显,但没有超过121级(允许直流电机长期运行),我们当时认为是由于整流子打磨后,新的氧化膜还没有形成所致,在 3m/s 速度上运行了半个小时后停机 ,整个碳刷更换工程结束。
二、碳刷不在几何中心线的检测与调整
新碳刷安装运行初期我们实行的是监控运行,速度控制在3.0m/S 以下, 并时刻不停地安排人员监控电机火花的情况, 但我们发现在索道运行了一周后, 电机整流子的氧化膜已完全形成, 但电机的换向火花并没有减弱的趋势,我们跟踪发现这种火花随着负载增大而增大,而且每只碳刷上的火花状态都一样,这是典型的电磁火花的特性。我们知道直流电机运行时如果电刷偏离几何中心线,换向元件切割磁力线产生旋转电势,使换向火花增大。如果将电刷位置移动到几何中心线位置,则可大大减小旋转电势,从而使换向状况得到大大改善。
具体方法如下:
1. 电机在不工作的静止状态,打开电机接线盒,电枢绕组两端接上直流毫伏表,选择0 位在中间位置的毫伏表,以利于我们观察指针的摆动情况,将电机的励磁绕组的外接线拆除,串接按钮开关和3V 直流电源(两节1 号干电池),如图3:
2. 拆下电机两侧观察窗玻璃盖板,拧出刷架的定位螺丝,松开六个刷架的固定螺丝。
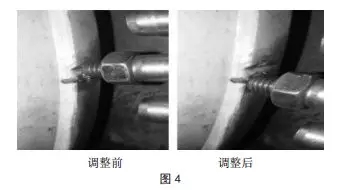
3. 我们用点动的方法来操作按钮,观察毫伏表的指针摆动情况,发现刷架在出厂的位置时,毫伏表指针摆动较大,说明碳刷不在几何中心线。我们边操作按钮,边用木质锤柄轻敲刷架,直到Z后毫伏表的指针完全不动,从而重新定位电机的几何中心线,见图4。
4. 重新拧紧刷架的定位螺丝,紧固刷架的固定螺丝,安装好玻璃盖板,并恢复电机接线,做好试车准备。
5. 调整后试车过程与碳刷更换试车过程一样,都是由低速到高速,在各种不同运行状态下观察换向火花的变化情况,通过此次对几何中心线的调整,换向火花已完全消除。
结语:
电机在设计和制造过程中采用的是通用方案,我们作为使用单位在维保中要根据自己设备运行的实际工况作出相应的调整,以期更好地发挥经济效益。这就要求我们平时加强学习,弄清其工作原理;日常的维护工作中不断摸索,创新维护方法;与索道同行多交流学习,共同提高设备管理水平,为索道安全、经济、高效运行提供技术保障。
参考文献:
[1] 九华山天台索道电气维护手册
[2] 九华山天台索道电气图纸
(来源:中国索道协会)








